
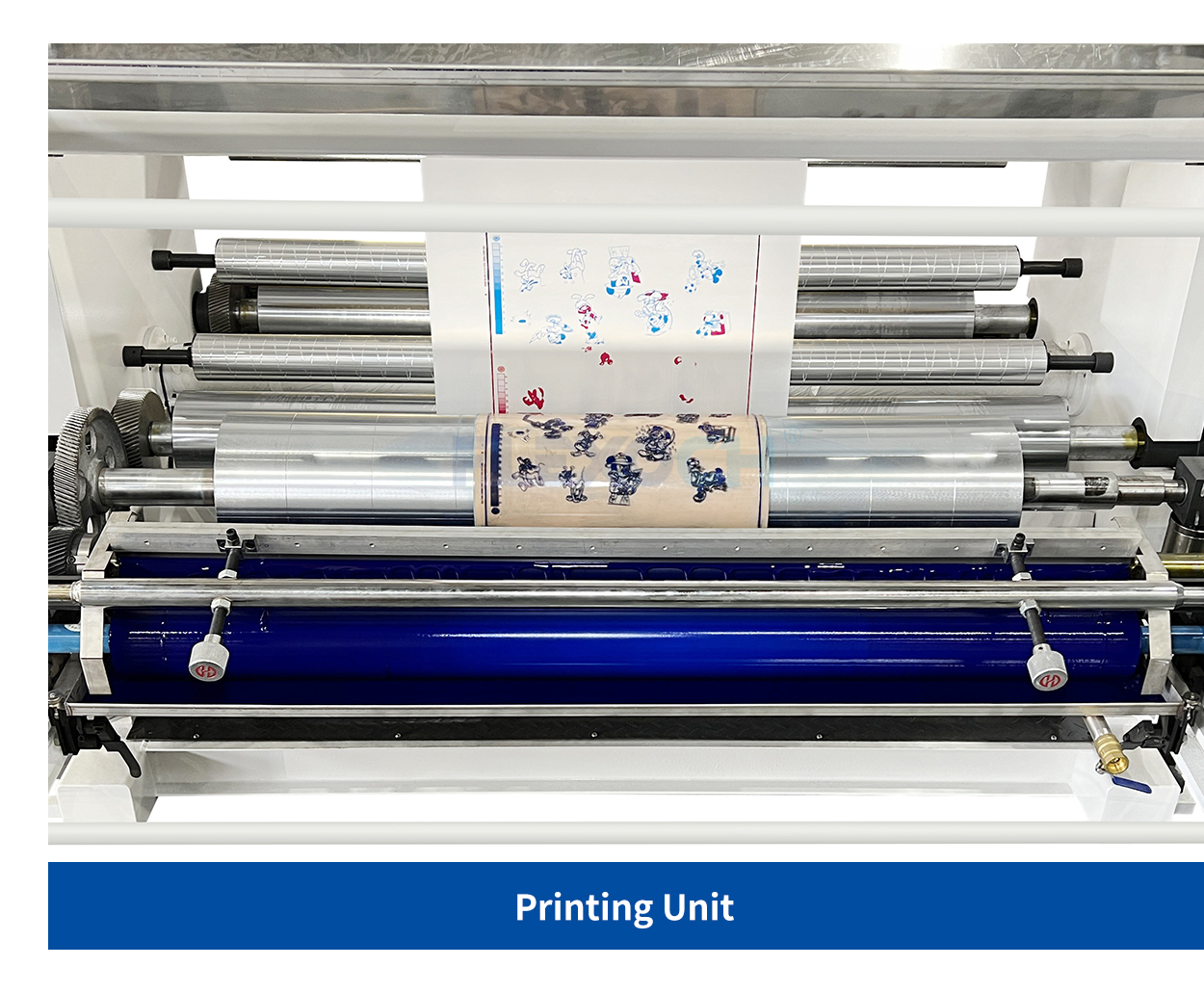
CI Flekso Baskı Makinesi
CI (Merkezi Baskı) flekso baskı makinesi, tüm renkler etrafına basılırken malzemeyi sabit tutmak için büyük bir baskı tamburu kullanır. Bu tasarım, gerilimi sabit tutar ve özellikle esnekliğe duyarlı filmler için mükemmel hizalama doğruluğu sağlar.
Hızlı çalışır, daha az malzeme israf eder ve yüksek kaliteli baskı sonuçları üretir; bu da onu birinci sınıf ambalajlar ve yüksek hassasiyet gerektiren uygulamalar için mükemmel kılar.


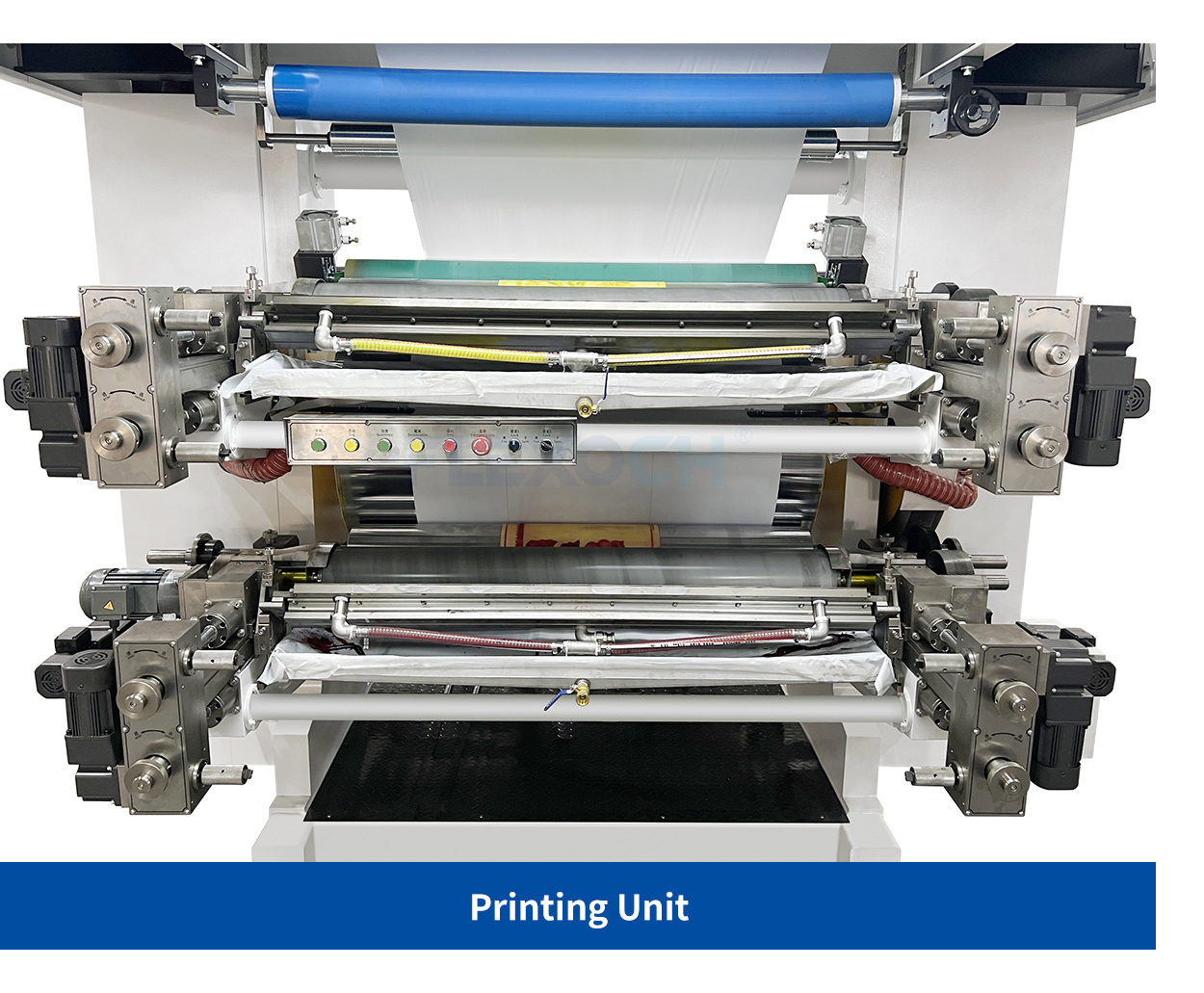
İstif Tipi Flekso Baskı Makinesi
Dikey olarak yerleştirilmiş renk ünitelerine sahip bir flekso baskı makinesinde, her istasyon ayrı ayrı ayarlanabilir. Bu, farklı malzemeleri ve iş değişikliklerini kolayca yönetmeyi sağlar. Çok çeşitli malzemeler için iyi sonuç verir ve özellikle çift taraflı baskı için kullanışlıdır.
Günlük paketleme işleriniz için esnek ve uygun maliyetli bir makineye ihtiyacınız varsa, istifli flekso baskı makinesi pratik ve güvenilir bir seçimdir.


İster CI flekso baskı makinesi olsun ister yığın tipi flekso baskı makinesi olsun, renk kaydında hassasiyet sorunları meydana gelebilir ve bu da nihai ürünün renk performansını ve baskı kalitesini etkileyebilir. Aşağıdaki beş adım, bu sorunu gidermek ve çözmek için sistematik bir prosedür sunmaktadır.
1. Mekanik Stabiliteyi Kontrol Edin
Hizalama sorunları genellikle mekanik aşınma veya gevşeklikten kaynaklanır. İstifli flekso baskı makinelerinde, her baskı ünitesini birbirine bağlayan dişlileri, rulmanları ve tahrik kayışlarını düzenli olarak kontrol etmek ve hizalamayı etkileyebilecek herhangi bir boşluk veya sapma olmadığından emin olmak önemlidir.
Merkezi baskı makineleri, tüm renkler tek bir baskı tamburuna basıldığı için genellikle daha istikrarlı bir hizalama sağlar. Bununla birlikte, doğruluk yine de doğru kalıp silindiri montajına ve sabit kağıt gerginliğinin korunmasına bağlıdır; bunlardan herhangi birinde sapma olursa, hizalama istikrarı bozulacaktır.
Tavsiye:Plakalar değiştirildiğinde veya makine bir süre kullanılmadığında, her baskı ünitesini elle çevirerek olağandışı bir direnç olup olmadığını kontrol edin. Ayarlamaları tamamladıktan sonra, baskı makinesini düşük hızda çalıştırın ve hizalama işaretlerini kontrol edin. Bu, tam üretim hızına geçmeden önce hizalamanın tutarlı olup olmadığını doğrulamaya yardımcı olur.
2. Yüzey Uyumluluğunu Optimize Edin
Film, kağıt ve dokusuz kumaşlar gibi alt tabakalar gerilime farklı tepki verir ve bu farklılıklar baskı sırasında hizalama kaymalarına neden olabilir. CI flekso baskı makineleri genellikle daha istikrarlı bir gerilim sağlar ve bu nedenle yüksek doğruluk gerektiren film uygulamaları için uygundur. Buna karşılık, yığın flekso baskı makineleri, hizalamayı tutarlı tutmak için genellikle gerilim ayarlarının daha hassas bir şekilde ayarlanmasını gerektirir.
Tavsiye:Malzemenin belirgin şekilde esnediğini veya büzüldüğünü fark ettiğinizde, kumaş gerilimini azaltın. Daha düşük gerilim, boyut değişimini sınırlamaya ve hizalama varyasyonunu azaltmaya yardımcı olabilir.
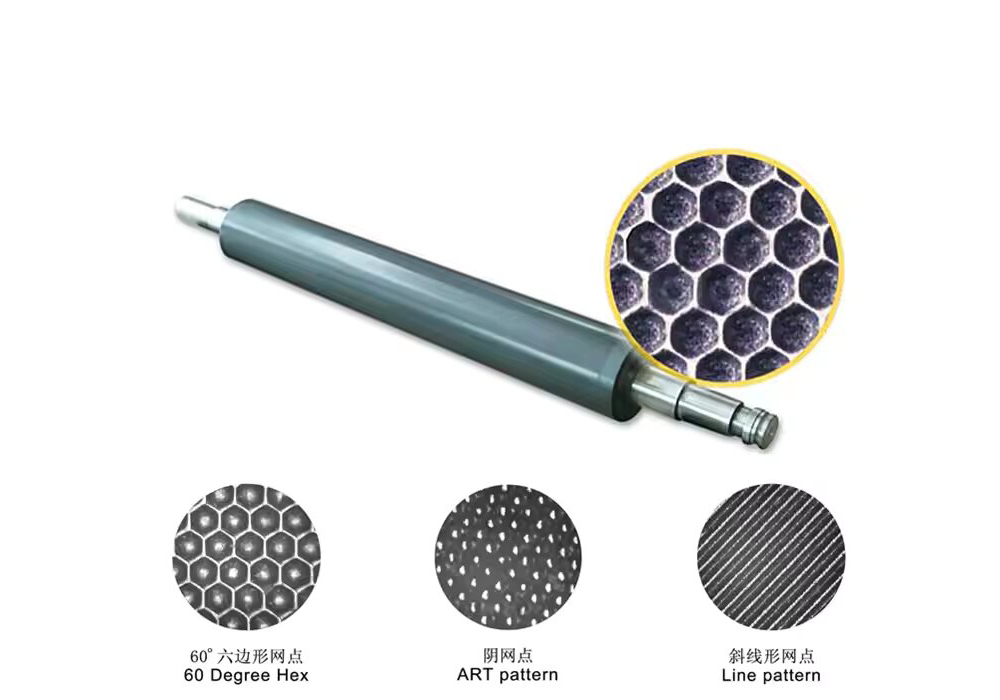
3. Kalibrasyon Plakası ve Anilox Rulo Uyumluluğu
Kalınlık, sertlik ve gravür hassasiyeti gibi plaka özellikleri, kayıt performansını doğrudan etkiler. Yüksek çözünürlüklü plakalar kullanmak, nokta kazancını kontrol etmeye ve kararlılığı artırmaya yardımcı olabilir. Aniloks rulo çizgi sayısı da plakaya dikkatlice uyarlanmalıdır: çok yüksek bir çizgi sayısı mürekkep hacmini azaltabilirken, çok düşük bir sayı fazla mürekkep ve bulaşmaya neden olabilir; bunların her ikisi de dolaylı olarak kayıt hizalamasını etkileyebilir.
Tavsiye:Aniloks silindirinin hat sayısını 100 - 1000 LPI aralığında kontrol etmek daha uygundur. Bu varyasyonların büyümesini önlemek için plaka sertliğinin tüm ünitelerde tutarlı kaldığından emin olun.
4. Baskı Basıncını ve Mürekkepleme Sistemini Ayarlayın
Baskı basıncı çok yüksek ayarlandığında, baskı plakaları deforme olabilir ve bu sorun özellikle her istasyonun bağımsız olarak basınç uyguladığı istifli flekso baskı makinelerinde yaygındır. Her ünite için basıncı ayrı ayrı ayarlayın ve yalnızca temiz bir görüntü aktarımı için gereken minimum basıncı kullanın. Mürekkebin kararlı davranışı da kayıt kontrolünde önemli bir rol oynar. Düzensiz mürekkep dağılımını önlemek ve yerel kayıt kaymalarına neden olmamak için, sıyırıcı bıçağın açısını kontrol edin ve uygun mürekkep viskozitesini koruyun.
Tavsiye:Hem istif tipi hem de CI flekso baskı makinelerinde, kısa mürekkep yolu ve hızlı mürekkep transferi, kuruma özelliklerine karşı hassasiyeti artırır. Üretim sırasında kuruma hızına dikkat edin ve mürekkep çok hızlı kurumaya başlarsa bir geciktirici kullanın.
● Video Tanıtımı
5. Otomatik Kayıt ve Tazminat Araçlarını Uygulayın
Birçok modern flekso baskı makinesi, üretim devam ederken hizalamayı gerçek zamanlı olarak ayarlayan otomatik kayıt özelliklerine sahiptir. Manuel ayarlamalardan sonra bile hizalama sorunları devam ediyorsa, önceki iş kayıtlarını incelemek için zaman ayırın. Geçmiş üretim verilerine bakmak, tekrarlayan kalıpları veya zamanlamayla ilgili sapmaları ortaya çıkararak temel nedeni belirlemenize ve daha odaklı ve etkili kurulum değişiklikleri yapmanıza yardımcı olabilir.
Tavsiye:Uzun süredir çalışan baskı makineleri için, zaman zaman tüm baskı ünitelerinde tam bir doğrusal hizalama kontrolü yapmak faydalı olacaktır. Bu adım, özellikle istifli flekso baskı makinelerinde önemlidir, çünkü her istasyon bağımsız olarak çalışır ve tutarlı kayıt, bunların koordineli bir sistem olarak hizalanmasına bağlıdır.
Çözüm
İster merkezi baskı flekso baskı makinesi olsun, ister istif tipi flekso baskı makinesi olsun, renk kaydı sorunu genellikle tek bir faktörden ziyade mekanik, malzeme ve proses değişkenlerinin etkileşiminden kaynaklanır. Sistematik sorun giderme ve titiz kalibrasyon ile flekso baskı makinesinin üretime hızlı bir şekilde devam etmesine ve ekipmanın uzun vadeli istikrarının iyileştirilmesine yardımcı olabileceğinize inanıyoruz.


Yayın tarihi: 08 Ağustos 2025